Introduction to Shield Block
The main function of the Shield Block (SB) is to provide nuclear shielding, to support the First Wall (FW) panels and to supply the FW panel with cooling water. It is required to accommodate the interfaces to all the components located in the Vacuum Vessel including those of the FW (in particular the in-vessel coils and the diagnostics). The steel/water ratio has been optimized with respect to neutron shielding to about 85/15. This ratio is achieved by optimizing the number of poloidal cooling channels and their size within the SB. A number of deep slits are machined into the SB to reduce the impact of the electromagnetic (EM) loads on the structural loads of the support system and Vacuum Vessel. As an example, a schematic of SB 1 is shown in Fig. 1.
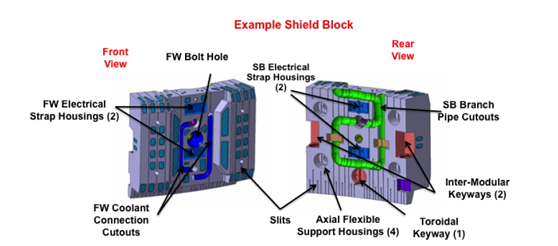
Fig. 1 Schematic of a SB
The front face of the SB has a much higher nuclear heating than the rear side. The position and size of the cooling holes are optimized to achieve proper cooling, pressure drop and the water/steel ratio. Poloidal drilled holes are the main cooling path in the shield block. To adapt to FW interfaces, flexible support access holes and other interface elements, header/covers with radial holes are implemented to provide sufficient cooling in front surface. Radial holes are mainly applied in the FW beam and X pad region. Toroidal holes are implemented to distribute water. The water headers are implemented on poloidal and toroidal surfaces, and the back surface to adapt to the interface cut-outs. The basic fabrication method for a SB starts from either a single or multiple-forged steel blocks and includes deep drilling of holes, welding of the cover plates for the water headers, and machining of the interface surfaces. SB examples are shown in Fig. 2.
The SB interfaces with many components, such as the flexible support keypads, FW support contact surfaces, FW central bolt, Electrical strap contact surfaces and attachment inserts for both FW and Vacuum Vessel connection, water inlet/outlet connections and flow separator(FW/SB/VV) and remote handling features. There are also many cut outs required to accommodate the other in vessel components (including coils, diagnostics and instrumentation). High tolerance requirements complying with the ITER dimensional metrology handbook are required for the interface functions and to avoid impact on other components during installation and operations.
The material selection is specified to minimise the nuclear waste, and satisfy performance requirements. Manufacturing processes, cleaning and handling procedures shall comply with the ultra-high vacuum conditions necessary for machine operation and follow the requirements of the ITER Vacuum Handbook.
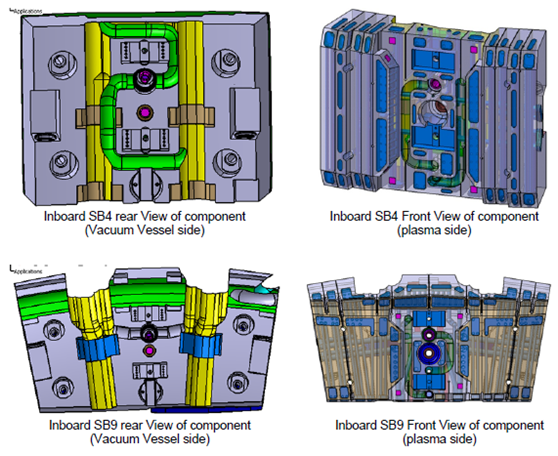
Fig. 2 Schematic examples of Inboard and upper SB modules
Date of signature
The PA (1.6.P1B.CN.01) was signed on November 21st, 2013.

Progress
China now has succeeded in the acceptance of the full scale prototype, and has entered into series-production period. Material has been in position, quality documentations have been accepted by ITER Organization, and manufacture drawings have been submitted. Machining in the series production is coming.