Introduction to First Wall PA
The First Wall (FW) is the core components in the Blanket system, each FW panel contains 40 “fingers”. A typical finger is composed of plasma-facing material (Beryllium currently), heat-sink material (CuCrZr alloy), and supporting material (316L(N))( see Figure 1). Similarly, shaping would help avoid leading edges in the case of radial misalignment of adjacent FW panels. FW shaping to accommodate the steady state scenarios (start-up, burn, ramp-down) results in a range of heat fluxes on the FW panels, as illustrated in Figure 2. They range from 2 to 4.7 MW/m2.
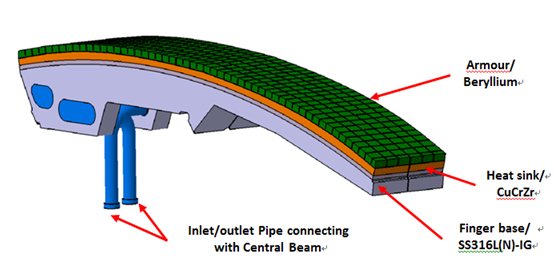
Fig. 1 FW finger
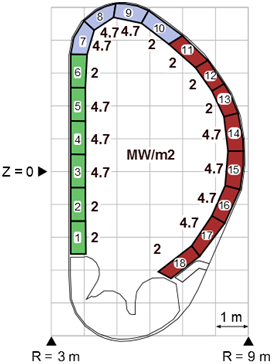
Fig. 2 Illustration of resulting heat fluxes on the different FW panels based on “steady state” heat loads from the plasma
Application of the steady state heat fluxes shown in Fig. 2 leads to the retention of two categories of FW panels: a “normal heat flux” (NHF) technology, capable of accommodating 2 MW/m²; and an “enhanced heat flux” (EHF) technology capable of accommodating 4.7 MW/m².
Rows 1-2-6-10-11-12-13-18 are equipped with NHF panels, whose fingers are made with a steel pipe liner embedded into a CuCrZr heat sink. EHF fingers use a CuCrZr alloy heat sink, with a hypervapotron cooling, and are placed on blanket rows 3-4-5 for inboard plasma contact, 14-15-16-17 for outboard plasma contact, on rows 7-8-9 for accommodating the heat load to the top of the vessel during the flat top phase of the discharge and on row 18 in correspondence of the cut-outs for the in-vessel viewing system.
The detailed manufacturing route of both fingers and beam varies among the procuring Domestic Agencies and involves manufacturing technologies such as Hot Isostatic Pressing (HIP), explosion bonding, brazing, and welding by e-beam, laser or TIG.
Date of Signature
The PA (1.6.P1A.CN.01) was signed on November 16th, 2016.
Progress
Now the PA is in the state of preparing full scale prototype. China’s engineers plan to give a major revision on the structure of the FW fingers, by which, welding deformation will be well controlled, and welds that cannot be non-destructive tested will be avoided.